


深入了解C型钢【槽钢】厂家产品,一部视频就够了,快来观看!
以下是:C型钢【槽钢】厂家的图文介绍
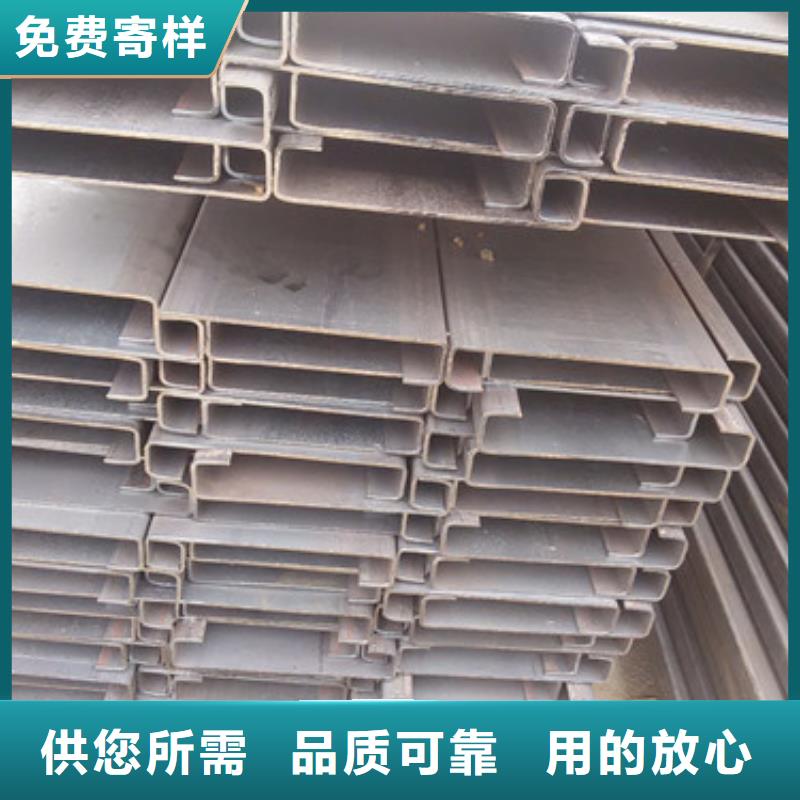
广东肇庆槽钢基地实体厂家,产量大,质量杠杠的,特色:出货迅速,详情:规模齐全,服务:售后有保障,欢迎采购.



立轮的作用是为把腰高收直,但左右必须居中好,否则会出现左右弯曲的现象。五、a边收顶。第十道至第十三道工序是为把a边b边轧方正,也就是给型钢矫正。主要注意是立轮左右居中,再就是顶轮压力要适中,过紧就会出现型钢翘弯,压力小型钢不好看。
既要型钢漂亮又要型钢挺直,主要是经验丰富的问题了。六、成型校平。型钢如在平直上调节不好,可用一道工序调节上下压杠来达到目的也可,实际上如果把四道轮调好,基本上就用不着后校平,后校平主要给初调者的。由于C型钢产品的广泛应用使得其得到大量的生产,从而使得整个行业出现了产能过剩、供大于求的现状,长此下去的话对行业的长远发展肯定是非常不利的。
可见C型钢行业面临的挑战是非常艰巨的,具体要如何来做呢面对这样的行业形势,C型钢的发展只能通过科学和升级转型来实现。首先,C型钢行业要进行的深化,从而为经济转型新的动力。并且还要加强对经济质量的发展,控制经济的增长速度。
其实除了这方面,C型钢在矿井中的使用也得到了更多的肯定,主要包括哪些方面呢首先在矿井中,免不了要用到一些支撑支护部件,为了保证部件的性,基本选用的都是C型钢,可见它可以作为矿井巷道、矿井巷道二次支护、穿山的支撑支护等产品的理想选择。
而且随着各方面的发展, 对新型城镇化建设、基础设施建设、铁路建设、节能环保产业的加大投资,使得行业中对型材的需求量也会不断上升,为C型钢的发展提供一定的机遇。此外,C型钢企业也必须切实竞争力,才能在激烈的竞争中利于不败之地。
既要型钢漂亮又要型钢挺直,主要是经验丰富的问题了。六、成型校平。型钢如在平直上调节不好,可用一道工序调节上下压杠来达到目的也可,实际上如果把四道轮调好,基本上就用不着后校平,后校平主要给初调者的。由于C型钢产品的广泛应用使得其得到大量的生产,从而使得整个行业出现了产能过剩、供大于求的现状,长此下去的话对行业的长远发展肯定是非常不利的。
可见C型钢行业面临的挑战是非常艰巨的,具体要如何来做呢面对这样的行业形势,C型钢的发展只能通过科学和升级转型来实现。首先,C型钢行业要进行的深化,从而为经济转型新的动力。并且还要加强对经济质量的发展,控制经济的增长速度。
其实除了这方面,C型钢在矿井中的使用也得到了更多的肯定,主要包括哪些方面呢首先在矿井中,免不了要用到一些支撑支护部件,为了保证部件的性,基本选用的都是C型钢,可见它可以作为矿井巷道、矿井巷道二次支护、穿山的支撑支护等产品的理想选择。
而且随着各方面的发展, 对新型城镇化建设、基础设施建设、铁路建设、节能环保产业的加大投资,使得行业中对型材的需求量也会不断上升,为C型钢的发展提供一定的机遇。此外,C型钢企业也必须切实竞争力,才能在激烈的竞争中利于不败之地。



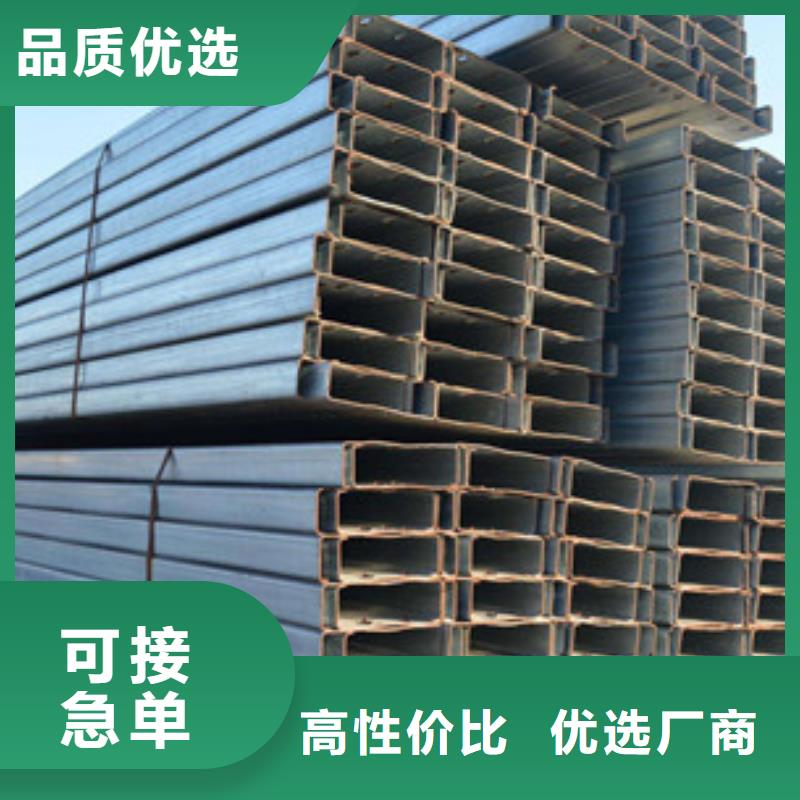
无论是哪一种冷弯型钢,在轧制的时候会发生变形,一方面是塑性变形,还有一方面是弹性变形。金属晶体在外受外力时发作歪扭和拉长,当外力未超越原子间的结合力时,去掉外力之后晶格便会由变形的状况康复到原始状况,也是未超越金属本弹性极限的变形叫做金属的弹性变性。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。
当加在金属晶体上的外力超越其弹性极限时,去掉外力之后歪扭的晶格和破碎晶粒不能康复到原始状况,这种变形叫做塑性变形,从而形成了我们所需的不同规格形状的冷弯型钢。
用户不同,对于C型钢壁的厚度要求也是不同的,如果要同时满足这些要求的话,所选用的C型钢生产工艺和设备非常关键。一般了冷轧方式是难以生产出高品质的C型钢,因此得用C型钢机来完成。
材料从C型钢机的尾部进入之后,经过各种压辊的压制,然后从头部输出成型后的C型钢。这不仅使得必要的生产加工工艺得到了极大的优化,同时提高了生产下来,还能保证C型钢产品具有均匀的壁厚和复杂的界面形状。
为了达到准确的壁厚,C型钢机在压制C型钢的时候,使用的模具是由一个精准的上模和一些大小规格尺寸相同的下模构成的。在加工之前将它们安装到位,不仅要保证上模与下模能够顺利的,还得确保四周边间隙均匀,这样压制的C型钢才能壁厚均匀。
C型钢加工的时候,模具安装及主机试车,然后开启空气压缩机、真空泵、挤出机、切瓦机、放料机、压瓦机、主机及瓦托输送机;泊车时,先休止挤出机,再休止其余设备。
在设备使用前,要检查各处连接是否牢靠,安装螺栓、螺母是否拧紧,左右机箱内应加足润滑机油,才能通电启念头器进行试车。挤出机挤出的泥坯,经切割机切成定长,由滚子输送机送至压瓦机,由装料器按划定程序送至下模,C型钢机压出的瓦坯在工作台转位后,由卸瓦机的真空吸盘吸取并转位放置在输送线的瓦托上。



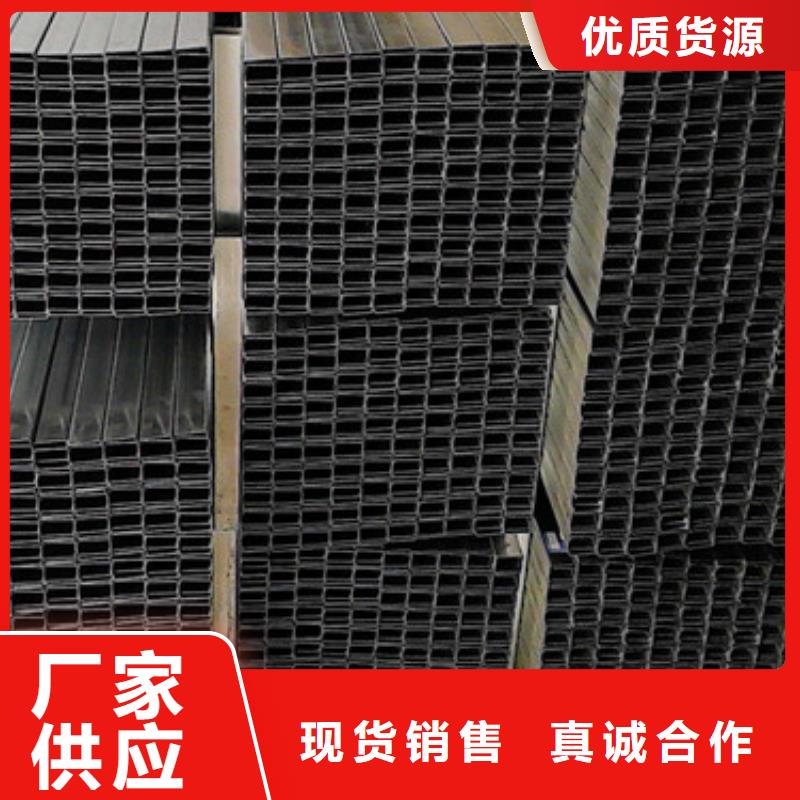
我从国外引进的生产线和生产,经过一段时间的市场,已经在工业厂房,公共建筑、机场展馆、钢结构住宅、农业大棚等领域应用。近年来,高频焊接薄壁C型钢在、美国以及欧洲 应用的比较普及,是在建筑屋面樑及柃条上占了很大的比例。
由于全球热轧型钢的产量达到2000万吨以上,而主要消耗在建筑的柱和主梁上,为降低用钢量,工程迫切需要一种互补性的建材,高频焊接C型钢的独特优势突现出来,市场需求量迅速增长。据统计,生产的高频焊接薄壁C型钢为20万吨/年,绝大部分是柱友金属生产,大部分应用在民用住宅,房屋建筑达到150~200万栋。
美国45%、欧洲60%、瑞典90%的工业建筑屋面柃条较大比例采用高频焊接C型钢。同时,巴特勒、ABC、USA、BHP等20进入后,大量选用高频焊接C型钢作屋面柃条,为推广应用高频焊接薄壁C型钢起了示范作用。二、高频焊接C型钢作屋面檩条的独特优势高频焊接薄壁C型钢之所以截面性能优越,是工艺上的性。
由于采用高频焊接,焊头在腹板与翼缘之间直接供应高频电流进行加热,再通过压焊辊焊接成型,电力集中在焊缝部,由焊接产生的热影响少,所以它是在冷状态下进行焊接加工的。这就避免了翼、腹板厚度不均的问题,所以制成的型钢翼缘内外平整、精度高,外形美观;另外,高频焊接可不经过酸洗过程,但仍能保证无杂质夹杂。
由于全球热轧型钢的产量达到2000万吨以上,而主要消耗在建筑的柱和主梁上,为降低用钢量,工程迫切需要一种互补性的建材,高频焊接C型钢的独特优势突现出来,市场需求量迅速增长。据统计,生产的高频焊接薄壁C型钢为20万吨/年,绝大部分是柱友金属生产,大部分应用在民用住宅,房屋建筑达到150~200万栋。
美国45%、欧洲60%、瑞典90%的工业建筑屋面柃条较大比例采用高频焊接C型钢。同时,巴特勒、ABC、USA、BHP等20进入后,大量选用高频焊接C型钢作屋面柃条,为推广应用高频焊接薄壁C型钢起了示范作用。二、高频焊接C型钢作屋面檩条的独特优势高频焊接薄壁C型钢之所以截面性能优越,是工艺上的性。
由于采用高频焊接,焊头在腹板与翼缘之间直接供应高频电流进行加热,再通过压焊辊焊接成型,电力集中在焊缝部,由焊接产生的热影响少,所以它是在冷状态下进行焊接加工的。这就避免了翼、腹板厚度不均的问题,所以制成的型钢翼缘内外平整、精度高,外形美观;另外,高频焊接可不经过酸洗过程,但仍能保证无杂质夹杂。


